


Поставленная задача.
Спец. патрон должен быть универсальным и обеспечивать обработку всех 56 деталей.
Радиальное и торцевое биение базовой установочной поверхности в спец. патроне, при вращении шпинделя бабки изделия станка, не должно превышать 0,005 мм.
Спец. патрон должен обеспечивать надежное закрепление заготовок при точении. При этом, усилие зажима, обеспечиваемое спец. патроном, не должно приводить к возникновению геометрических деформаций поверхностей обработанной детали.
Был вариант:
Заказать в Германии корпус патрона с 3 базовыми кулачками и 56 комплектов специальных накладных кулачков. Стоимость и срок производства не устроил заказчика.
Решение Масштаб:
Для значительного уменьшения затрат на приобретение специальной оснастки и уменьшения времени на подготовку станка к обработке каждого вида детали, было принято решение:
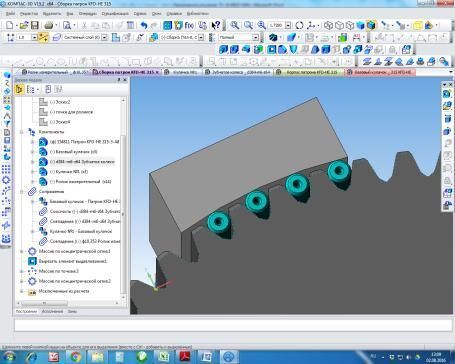
Для установки зубчатых колес использовать специальные накладные кулачки , которые будут устанавливаться на имеющийся механизированный патрон DM315 (A2-8) тип Rohm KFD-HE 315-3-A8 (номер по каталог 154811).

рис.1 Эскиз кулачков с роликами для зубчатого колеса z64 m6 ф384
Накладные кулачки выполнить из стали 45, 40Х или 40ХН, объемно закалить до твердости 58..60HRC, что обеспечит жесткость закрепления и также отсутствие износа в точках контакта ролика с поверхностью кулачка.

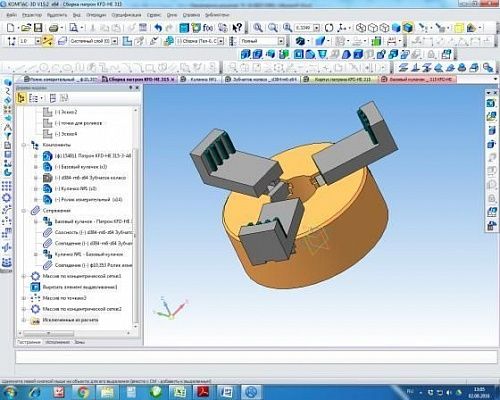
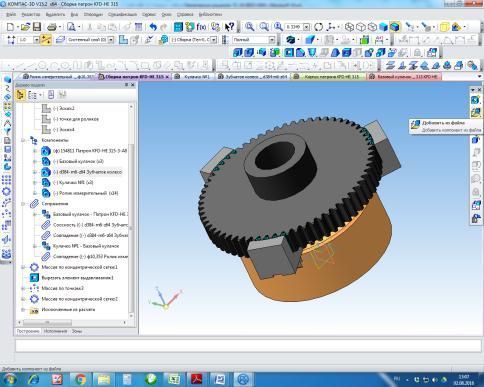
рис.2 Эскиз закрепления зубчатого колеса z64 m6 ф384

рис.3 Схема установки роликов во впадины зуба.
Аналоги:
Аналогичный метод закрепления зубчатых колес упоминается в каталогах таких производителей как SMW-AUTOBLOCK, FORKARDT.
Для обеспечения точности позиционирования 0,005мм , решено выполнить следующие условия:
- Предусмотреть припуск на переточку кулачков (не менее 300 переточек, припуск 6 мм в радиальном и торцевом направлении, с шагом 0,02мм). После каждой смены кулачков необходимо производить проточку базовых поверхностей кулачков, только в этом случае будет обеспечено биение 1-2мкм на базовых поверхностях.
- Предусмотреть специальное спиральное кольцо для переточки кулачков.
- Предусмотреть специальное кольцо-калибр для контроля биения проточенных поверхностей в радиальном и торцевом направлении.
- Установочные ролики должны быть исполнены из стали ШХ-15, закалены 60-62HRC и прецизионно отшлифованы, иметь параметры круглости на уровне 0,3-0,5мкм, а также постоянство диаметра 0,5мкм.
Такие ролики будут передавать точность центрирования проточенных поверхностей практически без погрешностей.